Automatischer Stiftwechsel
Konfiguration für einen automatischen Stiftwechsel an meinem 'Plotter-2'
 Achtung: in meinem Setup benutze ich das 'Coolant Enable' Signal (gesteuert via M8, M9) um eine kleine Schaltung zu steuern, welche das Servo für den Greifer ansteuert. Es sollte möglich sein das Servo dierekt mit dem Spindle-PWM Signal anzusteuern, bei Verwendung der entsprechenden GRBL-Version (siehe Eggbot).
Achtung: in meinem Setup benutze ich das 'Coolant Enable' Signal (gesteuert via M8, M9) um eine kleine Schaltung zu steuern, welche das Servo für den Greifer ansteuert. Es sollte möglich sein das Servo dierekt mit dem Spindle-PWM Signal anzusteuern, bei Verwendung der entsprechenden GRBL-Version (siehe Eggbot).
[2. Einstellung der Greiferposition]
[Setups]
1. Homing

Bei meinem Plotter sind die Endaschalterpositionen:
X-Achse: links, Y-Achse: hinten, Z-Achse: oben.
Nach dem Homing sind die Maschinenkoordinaten -207, -3, -3, berechnet aus den $13x Werten - in meinem Fall:
$130=210.000 $131=180.000 $132=110.000
minus dem $27 Wert - in meinem Fall $27=3.000 (Rückfahrdistanz nach dem Auslösen des Schalters, um ihn freizugeben. Die Referenzfahrt schlägt fehl, wenn der Schalter nicht freigegeben wird). Auch die Fahrrichtung zum erreichen der Endschalter bestimmt die Maschinenkoordinaten nach dem Homing.
2. Einstellung der Greiferposition

Ansicht von oben: Position wenn der Greifer den Stift greift, Maschinekoordinate X=-203.5 Y=-10.5 Z=-83.
I wähle X +15 mm von dieser Position als Offset der Werkzeugwechselposition in der Werkzeugliste.
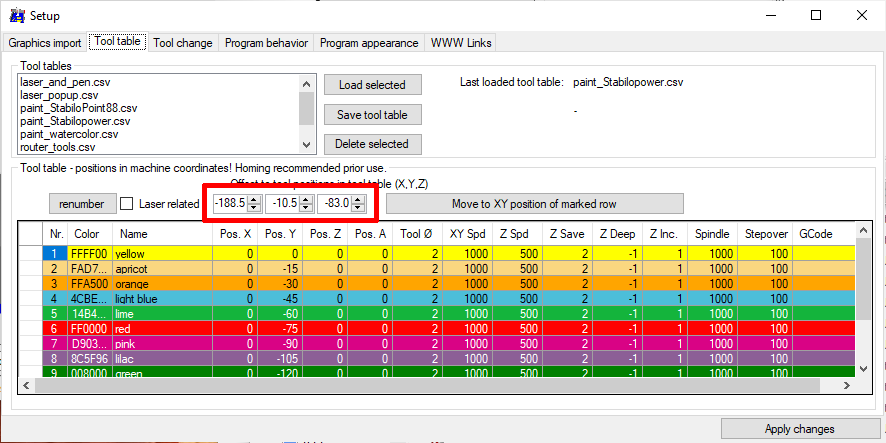
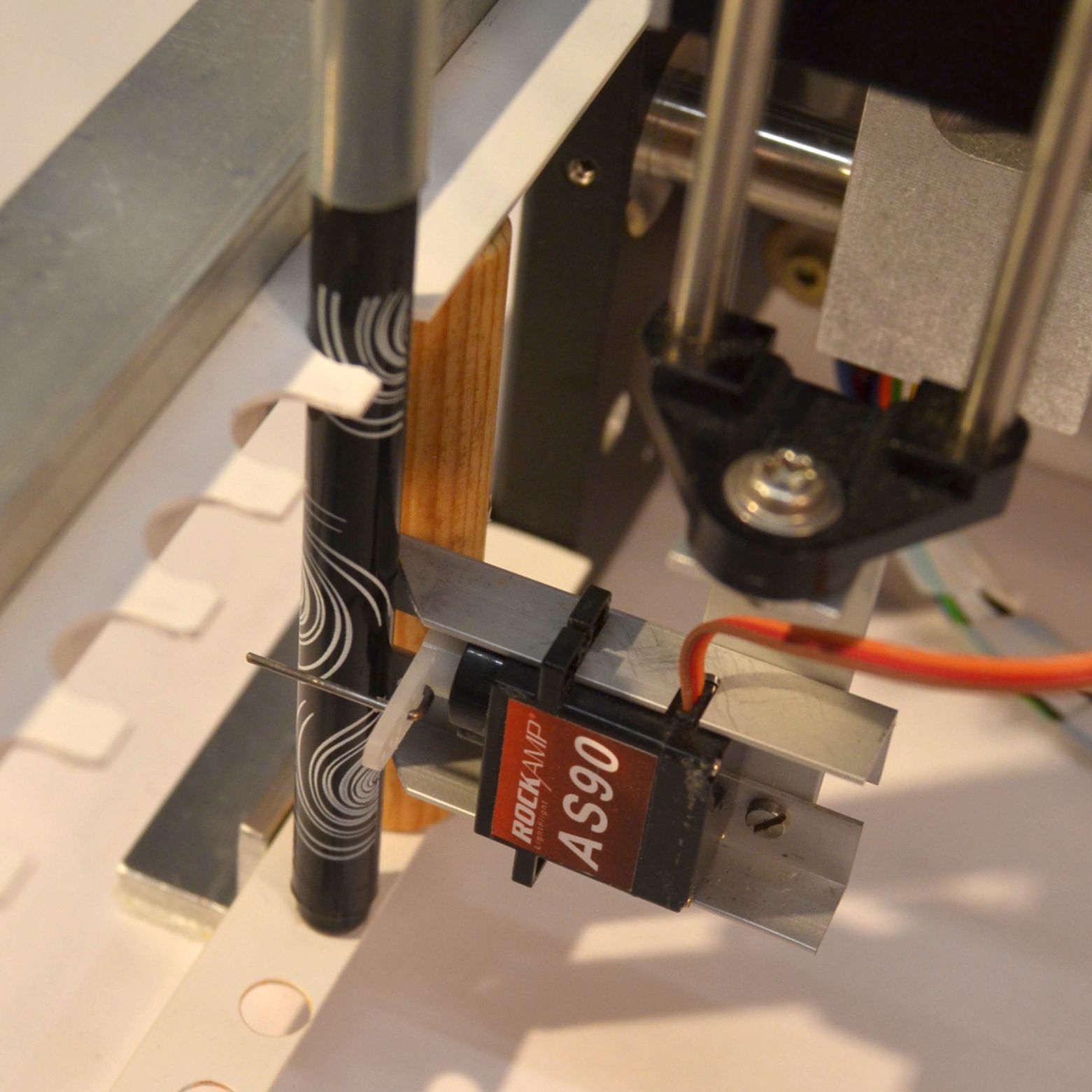
Das Werkzeugwechselskript bewegt den Greifer etwas nach +Y, dann X-15, dann ein Stück zurück -Y um die auf dem Bild gezeigte Position zu erreichen.
Weitere Informationen zum Greifer und Stifthalter
Setups
Tool change setup
Set buttons 17 to 28 in pen colors
Clear buttons 17 to 28
( Select and grip pen nr.)
( G53 indicates machine coordinates - no transform required)
( move Z in relative coordinates to compensate different tool length)
M8 ( open gripper)
G53 G90 G0 X#TOAX Y#TOAY ( move gripper in front of actual pen in absolute machine coordinates)
G53 G90 G0 Z#TOAZ ( move gripper to correct height)
G91 Y3 ( move gripper in position)
X-15
M9 ( close gripper)
Y-3
Z20 ( lift pen to get it out of holder)
X15 ( take pen)
G90
G53 G90 G0 Z#TOAZ ( move gripper to correct height)
(Move pen back to pen storage)
(Assumption: active pen storage position is empty)
( G53 indicates machine coordinates - no transform required)
( move Z in relative coordinates to compensate different tool length)
G53 G90 G0 X#TOLX Y#TOLY ( move gripper in front of last pen in absolute machine coordinates)
G53 G90 G0 Z#TOLZ ( move gripper to correct height)
G91 G0 Z25 ( lift pen)
G91 X-15 ( move pen into holder)
Z-25 ( move pen down)
M8 ( open gripper)
Y3 ( remove gripper from pen)
X15
G90
G53 G90 G0 Z#TOLZ ( move gripper to correct height)
# T-Nr; Color; T-Name; ExPosX; ExPosY; ExPosZ; ExPosA; T-Diameter; XY-Feed; Z-Feed; Z-Save; Z-Deepth; Z-Step; Spindle-Spd; Step-over %, GCode
# paint_Stabilopower
1, FFFF00,yellow , 0, 0, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
2, FAD780,apricot , 0, -15, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
3, FFA500,orange , 0, -30, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
4, 4CBED9,light blue , 0, -45, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
5, 14B43C,lime , 0, -60, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
6, FF0000,red , 0, -75, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
7, D90385,pink , 0, -90, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
8, 8C5F96,lilac , 0, -105, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
9, 008000,green , 0, -120, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
10, 0000FF,blue , 0, -135, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
11, 5F311E,brown , 0, -150, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
12, 000000,black , 0, -165, 0, 0, 2, 1000, 500, 2, -1, 1, 1000, 100,
$0=10 (Sets time length per step. Minimum 3usec.)
$1=25 (Sets a short hold delay when stopping to let dynamics settle before disabling steppers. Value 255 keeps motors enabled with no delay.)
$2=0 (Inverts the step signal. Set axis bit to invert (00000ZYX).)
$3=1 (Inverts the direction signal. Set axis bit to invert (00000ZYX).)
$4=0 (Inverts the stepper driver enable pin signal.)
$5=1 (Inverts the all of the limit input pins.)
$6=1 (Inverts the probe input pin signal.)
$10=2 (Alters data included in status reports.)
$11=0.010 (Sets how fast Grbl travels through consecutive motions. Lower value slows it down.)
$12=0.002 (Sets the G2 and G3 arc tracing accuracy based on radial error. Beware: A very small value may effect performance.)
$13=0 (Enables inch units when returning any position and rate value that is not a settings value.)
$20=0 (Enables soft limits checks within machine travel and sets alarm when exceeded. Requires homing.)
$21=0 (Enables hard limits. Immediately halts motion and throws an alarm when switch is triggered.)
$22=1 (Enables homing cycle. Requires limit switches on all axes.)
$23=1 (Homing searches for a switch in the positive direction. Set axis bit (00000ZYX) to search in negative direction.)
$24=150.000 (Feed rate to slowly engage limit switch to determine its location accurately.)
$25=1000.000 (Seek rate to quickly find the limit switch before the slower locating phase.)
$26=250 (Sets a short delay between phases of homing cycle to let a switch debounce.)
$27=3.000 (Retract distance after triggering switch to disengage it. Homing will fail if switch isn't cleared.)
$30=1000 (Maximum spindle speed. Sets PWM to 100% duty cycle.)
$31=0 (Minimum spindle speed. Sets PWM to 0.4% or lowest duty cycle.)
$32=0 (Enables laser mode. Consecutive G1/2/3 commands will not halt when spindle speed is changed.)
$100=167.979 (X-axis travel resolution in steps per millimeter.)
$101=167.979 (Y-axis travel resolution in steps per millimeter.)
$102=503.937 (Z-axis travel resolution in steps per millimeter.)
$110=5000.000 (X-axis maximum rate. Used as G0 rapid rate.)
$111=5000.000 (Y-axis maximum rate. Used as G0 rapid rate.)
$112=2500.000 (Z-axis maximum rate. Used as G0 rapid rate.)
$120=400.000 (X-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$121=400.000 (Y-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$122=400.000 (Z-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$130=210.000 (Maximum X-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$131=180.000 (Maximum Y-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$132=110.000 (Maximum Z-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)