Mikroplotter
Setup meines Mikroplotters, gebaut aus DVD Laufwerken
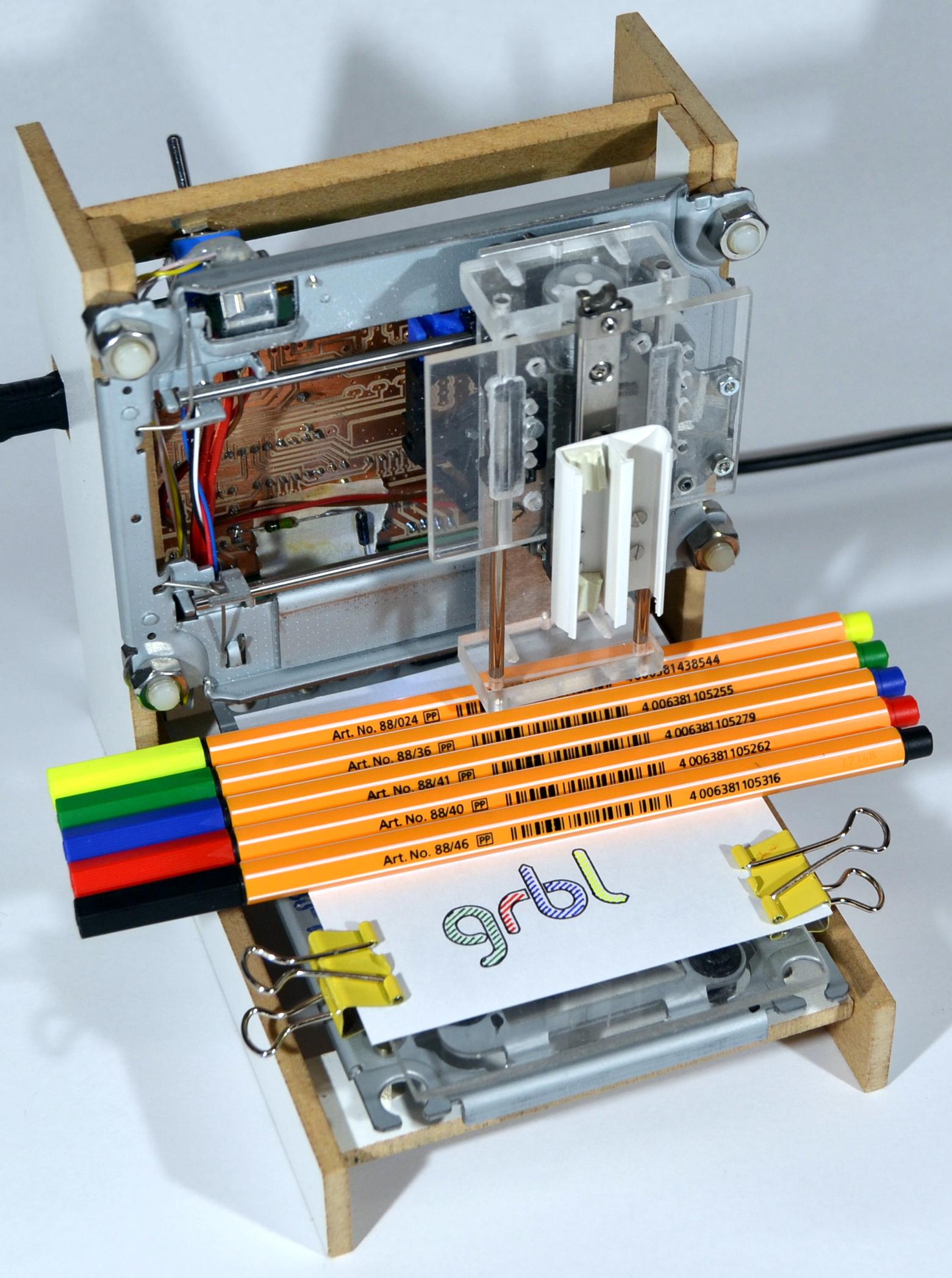
Technische Daten:
- Fahrbereich: XYZ 35 mm x 35 mm x 35 mm
- Motortreiber: drei A4988 im sechszehntel (1/16) Schrittmode
- Gewindesteigung: 3 mm pro Umdrehung
- Motorschritte / Umdrehung: 20
- Steps/mm: 20*16 / 3 = 106.666
Die hier verwendeten Einstellungen kann man am Ende dieser Seite finden:
- grbl settings
- GRBL-Plotter settings
Beschreibung zum Nachmachen:
 Achtung: Abmessungen und Koordinaten können bei anderen Aufbauten abweichen.
Achtung: Abmessungen und Koordinaten können bei anderen Aufbauten abweichen.
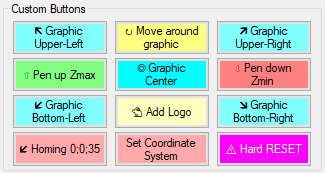
- Drücke [ Homing 0;0;35] -> der Plotter bewegt sich zum obere Anschlag, vorne links
- Dann drücke [⚠ Hard RESET] für ein Hard-Reset des Controllers, das setzt die Maschinenkoordinaten auf 0;0;0.
Dies wird gemacht um die dargestellte Begrenzung (rotes Gitter) auszurichten. - Schließlich drücke [Set Coordinate System] um das Arbeits (work) Koordinatensystem zu setzen
- Ein eingesetzter Stift sollte das Papier gerade berühren bei Z=0

Nun ist der Plotter bereit:
- Drag & Drop die Beispielgrafik auf die 2D-Ansicht
- Klappe die "(<Header >)" Sektion im Editor auf, um die verwendeten Stifte un deren Reihenfolge zu sehen
- Drücke Play [▶] um das Plotten zu starten
- Für jede neue Farbe erscheint eine Meldung die zum Stiftwechsel auffordert
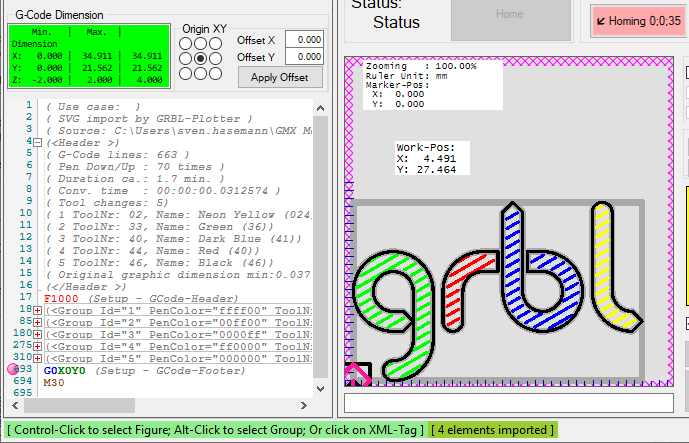
(<Header >)
( G-Code lines: 665 )
( Pen Down/Up : 70 times )
( Duration ca.: 1.7 min. )
( Conv. time : 00:00:00.0173148 )
( Tool changes: 5)
( 1 ToolNr: 02, Name: Neon Yellow (024))
( 2 ToolNr: 33, Name: Green (36))
( 3 ToolNr: 40, Name: Dark Blue (41))
( 4 ToolNr: 44, Name: Red (40))
( 5 ToolNr: 46, Name: Black (46))
( Original graphic dimension min:0.037;0.037 max:34.948;21.599)
(</Header >)
Videos:
Preset
Homing
Plot
- Die Größe wird automatisch auf 35 mm skaliert.
Die Linienfüllung kann abgeschaltet werden, beides in [Setup - Path import - Format related - SVG Import] - Grafikobjekte werden nach Farben (mit jeweiliger Werkzeugnummer) gruppiert und nach Werkzeugnummern sortiert
Ergebnis: die hellste Farbe wird zuerst benutzt um eine Verschmutzung der Stifte zu vermeiden - Die Werkzeugnummer wird aus der Werkzeugliste "paint_StabiloPoint88.csv" ermittelt, in welcher die Farben nach Helligkeit sortiert sind
Die Einstellungen können via copy & paste in das Serial-COM Fenster von GRBL-Plotter übernommen werden.
$0=10 (Sets time length per step. Minimum 3usec.)
$1=25 (Sets a short hold delay when stopping to let dynamics settle before disabling steppers. Value 255 keeps motors enabled with no delay.)
$2=0 (Inverts the step signal. Set axis bit to invert (00000ZYX).)
$3=0 (Inverts the direction signal. Set axis bit to invert (00000ZYX).)
$4=0 (Inverts the stepper driver enable pin signal.)
$5=0 (Inverts the all of the limit input pins.)
$6=0 (Inverts the probe input pin signal.)
$10=2 (Alters data included in status reports.)
$11=0.010 (Sets how fast Grbl travels through consecutive motions. Lower value slows it down.)
$12=0.002 (Sets the G2 and G3 arc tracing accuracy based on radial error. Beware: A very small value may effect performance.)
$13=0 (Enables inch units when returning any position and rate value that is not a settings value.)
$20=0 (Enables soft limits checks within machine travel and sets alarm when exceeded. Requires homing.)
$21=0 (Enables hard limits. Immediately halts motion and throws an alarm when switch is triggered.)
$22=0 (Enables homing cycle. Requires limit switches on all axes.)
$23=0 (Homing searches for a switch in the positive direction. Set axis bit (00000ZYX) to search in negative direction.)
$24=25.000 (Feed rate to slowly engage limit switch to determine its location accurately.)
$25=500.000 (Seek rate to quickly find the limit switch before the slower locating phase.)
$26=250 (Sets a short delay between phases of homing cycle to let a switch debounce.)
$27=1.000 (Retract distance after triggering switch to disengage it. Homing will fail if switch isn't cleared.)
$30=1024 (Maximum spindle speed. Sets PWM to 100% duty cycle.)
$31=0 (Minimum spindle speed. Sets PWM to 0.4% or lowest duty cycle.)
$32=0 (Enables laser mode. Consecutive G1/2/3 commands will not halt when spindle speed is changed.)
$100=106.667 (X-axis travel resolution in steps per millimeter.)
$101=106.667 (Y-axis travel resolution in steps per millimeter.)
$102=106.667 (Z-axis travel resolution in steps per millimeter.)
$110=500.000 (X-axis maximum rate. Used as G0 rapid rate.)
$111=500.000 (Y-axis maximum rate. Used as G0 rapid rate.)
$112=500.000 (Z-axis maximum rate. Used as G0 rapid rate.)
$120=1000.000 (X-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$121=1000.000 (Y-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$122=1000.000 (Z-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$130=100.000 (Maximum X-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$131=100.000 (Maximum Y-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$132=100.000 (Maximum Z-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
GRBL-Plotter Settings:
Für einen schnellen Erfolg beim Einrichten von GRBL-Plotter für diese Anwendung, kann diese INI-Datei verwendet werden (z. B. per Drag & Drop) und anschließend die Beispielgrafik geöffnet werden (z. B. auch per Drag & Drop oder mit Rechtsklick speichern).
Achtung: Diese INI Dateien Beinhalten Settings für Custom-Buttons und Farbschema, welche die aktuellen Werte überschreiben.
Micro Plotter INI File für Z Achse
Micro Plotter INI File for RC Servo Achtung: eine spezielle grbl Version ist hierfür nötig!