Micro plotter
Setup of my micro plotter, made of DVD drives
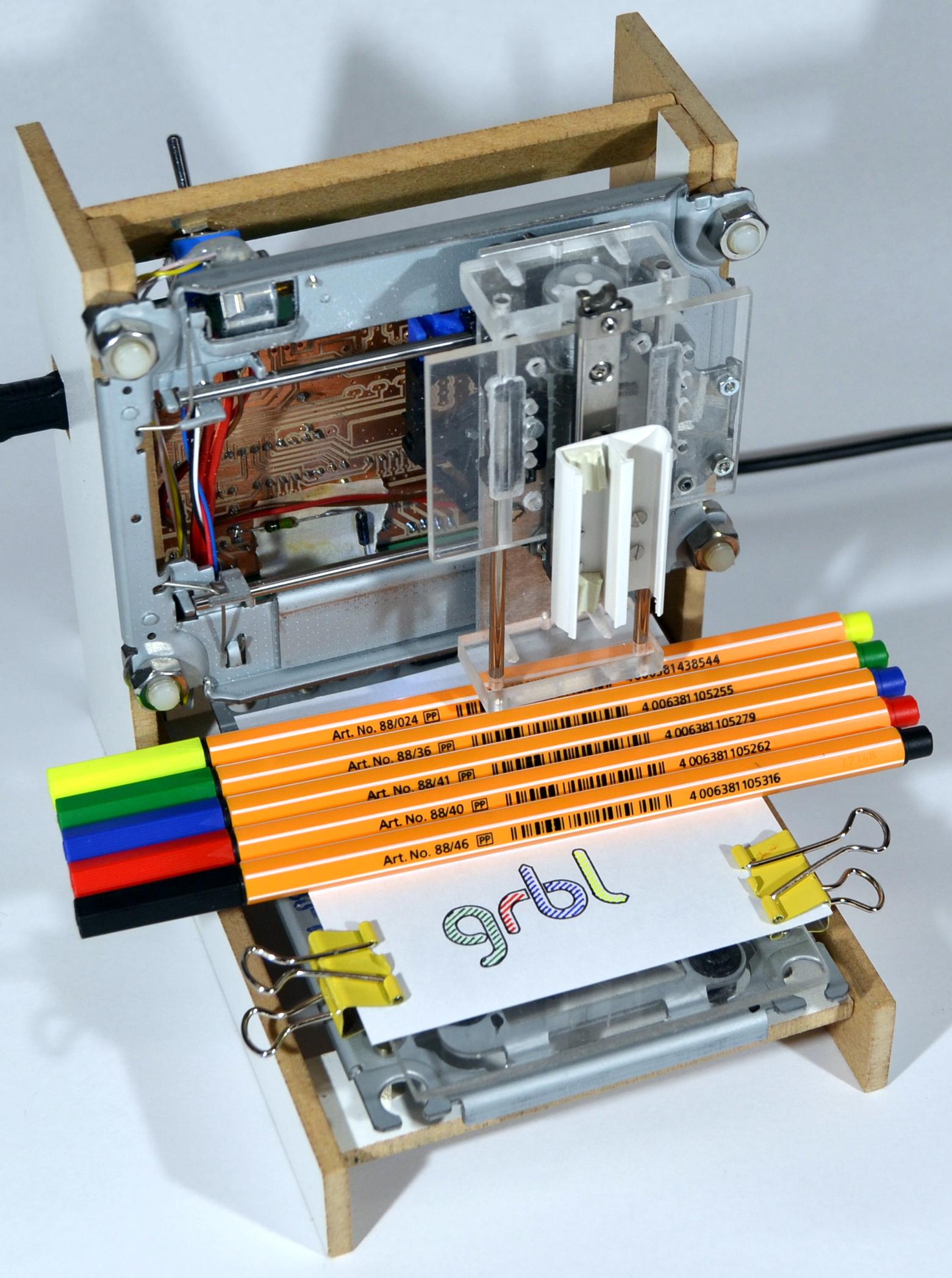
Technical data:
- Travel range: XYZ 35 mm x 35 mm x 35 mm
- Driver: three A4988 in sixteenth (1/16) step mode
- Lead screw thread: 3 mm per turn
- Motor-Steps / turn: 20
- Steps/mm: 20*16 / 3 = 106.666
Find the settings, used here, at the end of this page:
- grbl-settings of my micro plotter
- GRBL-Plotter settings
Description to follow:
 Note: dimensions and coordinates may differ for other constructions.
Note: dimensions and coordinates may differ for other constructions.
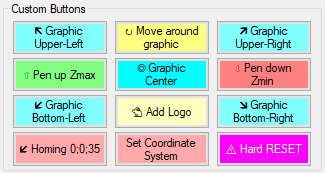
- Press the custom button [🡷 Homing 0;0;35] -> the plotter moves to the bottom-left edge and Z upwards - against the mechanical ends
- Then press the custom button [⚠ Hard RESET] to do a hard reset of the controller, this will set the machine coordinates to 0;0;0.
This is needed to adjust the displayed machine limits (red grid). - Finally press the custom button [Set Coordinate System] to pre-set the work coordinate system.
- An inserted pen should slightly touch the paper on Z=0

Now the plotter is ready to run:
- Drag and drop the example graphic (colored 'grbl') on to the 2D-view - the graphic will be imported
- Expand the "(<Header >)" section inside the editor, to see the needed pens and it's order
- Press Play [▶] to start the plot
- For each new color,a message will pop up and ask for a pen change
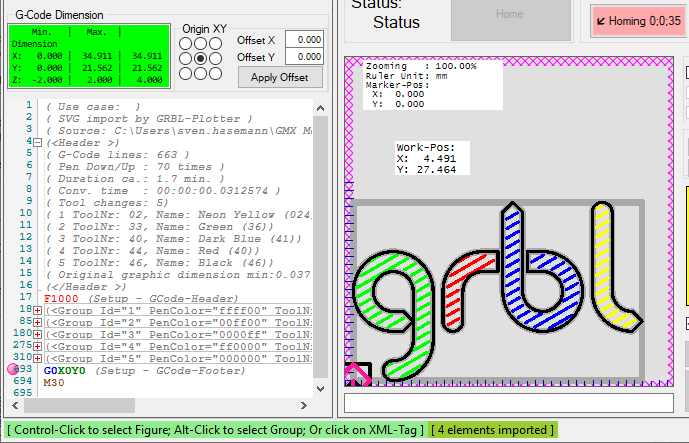
(<Header >)
( G-Code lines: 665 )
( Pen Down/Up : 70 times )
( Duration ca.: 1.7 min. )
( Conv. time : 00:00:00.0173148 )
( Tool changes: 5)
( 1 ToolNr: 02, Name: Neon Yellow (024))
( 2 ToolNr: 33, Name: Green (36))
( 3 ToolNr: 40, Name: Dark Blue (41))
( 4 ToolNr: 44, Name: Red (40))
( 5 ToolNr: 46, Name: Black (46))
( Original graphic dimension min:0.037;0.037 max:34.948;21.599)
(</Header >)
Related videos:
Preset
Homing
Plot
- The size will be automatically scaled to 35 mm.
The hatch-fill can be disabled, both in [Setup - Path import - Format related - SVG Import] - Graphic objects were grouped by color with individual tool-nr and sorted by tool-nr
Result: the lightest color is used first to avoid soiling light colors - Tool-Nr. will be determined by the tool-table "paint_StabiloPoint88.csv", were colors are sorted by brightness
Setup values can be applied via copy & paste on the Serial-COM window of GRBL-Plotter.
$0=10 (Sets time length per step. Minimum 3usec.)
$1=25 (Sets a short hold delay when stopping to let dynamics settle before disabling steppers. Value 255 keeps motors enabled with no delay.)
$2=0 (Inverts the step signal. Set axis bit to invert (00000ZYX).)
$3=0 (Inverts the direction signal. Set axis bit to invert (00000ZYX).)
$4=0 (Inverts the stepper driver enable pin signal.)
$5=0 (Inverts the all of the limit input pins.)
$6=0 (Inverts the probe input pin signal.)
$10=2 (Alters data included in status reports.)
$11=0.010 (Sets how fast Grbl travels through consecutive motions. Lower value slows it down.)
$12=0.002 (Sets the G2 and G3 arc tracing accuracy based on radial error. Beware: A very small value may effect performance.)
$13=0 (Enables inch units when returning any position and rate value that is not a settings value.)
$20=0 (Enables soft limits checks within machine travel and sets alarm when exceeded. Requires homing.)
$21=0 (Enables hard limits. Immediately halts motion and throws an alarm when switch is triggered.)
$22=0 (Enables homing cycle. Requires limit switches on all axes.)
$23=0 (Homing searches for a switch in the positive direction. Set axis bit (00000ZYX) to search in negative direction.)
$24=25.000 (Feed rate to slowly engage limit switch to determine its location accurately.)
$25=500.000 (Seek rate to quickly find the limit switch before the slower locating phase.)
$26=250 (Sets a short delay between phases of homing cycle to let a switch debounce.)
$27=1.000 (Retract distance after triggering switch to disengage it. Homing will fail if switch isn't cleared.)
$30=1024 (Maximum spindle speed. Sets PWM to 100% duty cycle.)
$31=0 (Minimum spindle speed. Sets PWM to 0.4% or lowest duty cycle.)
$32=0 (Enables laser mode. Consecutive G1/2/3 commands will not halt when spindle speed is changed.)
$100=106.667 (X-axis travel resolution in steps per millimeter.)
$101=106.667 (Y-axis travel resolution in steps per millimeter.)
$102=106.667 (Z-axis travel resolution in steps per millimeter.)
$110=500.000 (X-axis maximum rate. Used as G0 rapid rate.)
$111=500.000 (Y-axis maximum rate. Used as G0 rapid rate.)
$112=500.000 (Z-axis maximum rate. Used as G0 rapid rate.)
$120=1000.000 (X-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$121=1000.000 (Y-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$122=1000.000 (Z-axis acceleration. Used for motion planning to not exceed motor torque and lose steps.)
$130=100.000 (Maximum X-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$131=100.000 (Maximum Y-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
$132=100.000 (Maximum Z-axis travel distance from homing switch. Determines valid machine space for soft-limits and homing search distances.)
GRBL-Plotter Settings:
For quick success when setting up GRBL-Plotter for this application, this INI file can be used (e.g. by drag & drop) and then the example graphic can be opened (e.g. also by drag & drop or save it with right-click).
Note: This INI files includes custom-button settings and color-scheme, which will overwrite the current settings.
Micro Plotter INI File for Z axis
Micro Plotter INI File for RC Servo Note: a different grbl version is needed!