Tangentialmesser
Konfiguration für ein Tangentialmesser
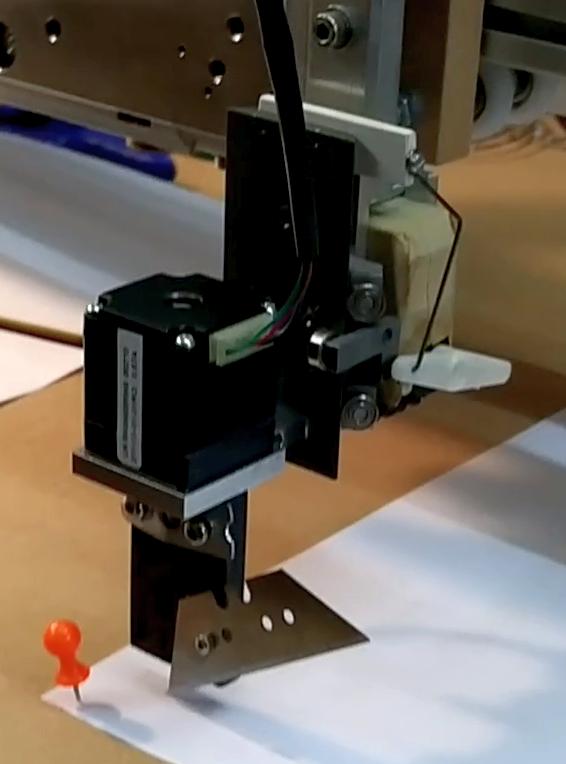
Ein Tnagentialmesser ist mit einer vertikalen Achse verbunden und zeigt immer in Richtung der XY-Bewegung.
Die initale Richtung (= Winkel 0°) ist nach rechts = +X Richtung.
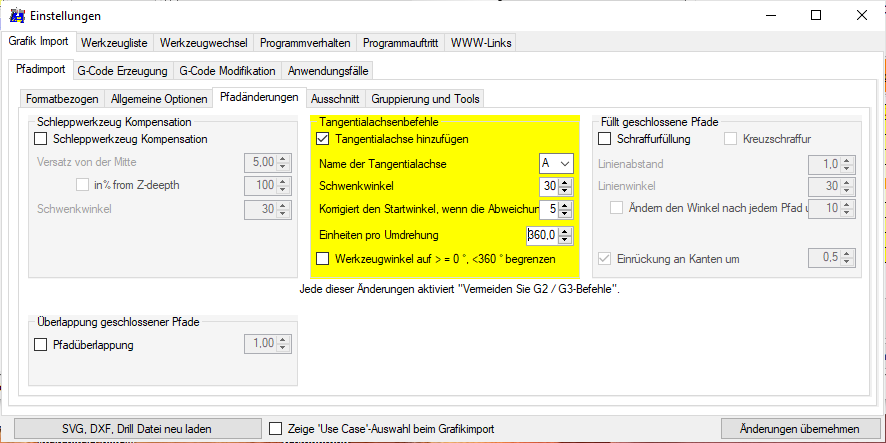
Die Einstellungen sind [Setup - Graphics import - Path import - Path modification]:
- Name der Tangentialachse welche im GCode erscheint.
- 'Schwenkwinkel' definiert, ab welcher Winkeländerung das Messer angehoben, gedreht und wieder abgesenkt werden muss.
- 'Korriegiert den Startwinkel' - ein einzelner Tangentialachsenbefehl wird vor einer Bewegung gesendet, falls die Winkeländerung größer als der anegebene Winkel ist.
- 'Einheiten pro Umdrehung' - wenn 'Z' als Achsenname gewählt wurde, ist die Drehgeschwindigkeit der Tangentialachse begrenzt durch die X und Y Geschwindigkeit, wenn sie sich gemeinsam bewegen. Werden z.B. 3.6 Einheiten für eine Umdrehung gewählt, wird die Tangentialbewegung erheblich schneller.
- 'Werkzeugwinkel auf >=0°, < 360° begrenzen' verhindert, dass sich das Messer ausserhalb dieses Bereichs dreht (z.B. weil die Drehbewegung durch den Aufbau oder Kabel begrenzt ist).
Der G-Code für die Tangentialachse wird während des Imports einer Vektorgrafik erzeugt - falls freigegeben.
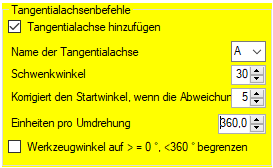
Beispiel 1: Nutzung eines 4-Achsencontrollers, Achse 'A' als Tangentialachse.
Beispiel 2: Nutzung eines 3-Achsencontrollers, Achse 'Z' als Tangentialachse und Spindle-PWM um ein RC-Servo anzusteuern um das Messer anzuheben.
Berechnung von $102 (statt step/mm gehe ich von step/1° aus), Wenn das Messer direkt mit dem Z-Schrittmotor verbunden ist: Eine Umdrehung = normalerweise 200 Schritte – mal Mikroschritt (m = 2, 4, 8, 16 oder 32)
102 $ = 200 * m / 360° = 0,555 * m. Als „Einheiten pro Umdrehung“ verwende „360“. Dies kann aufgrund niedriger Beschleunigungsraten zu einer schlechten Leistung führen. Um das zu umgehen:
102 $ = 200 * m / 3,6° = 55,5 * m. Als „Einheiten pro Umdrehung“ verwende „3,6“.
Beispiel 1
Einfach die Tangentialachse freigeben. Die voreingestellten Werte sollten funktionieren: Setup for A
Ich habe diese Konfiguration bisher nicht ausprobiert.
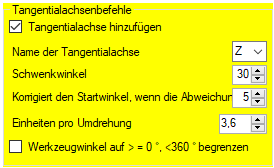
Beispiel 2
Wähle die 'Z' Achse aus: Setup for Z
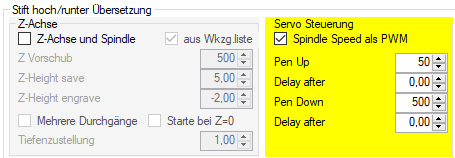
In [Setup - Graphics import - Path import - G-Code generation] deaktiviere die Z-Achse und aktiviere die Servo Steuerung für die Stift hoch/runter Bewegung.
Leider ist mein mechanischer Aufbau zu schwach um Papier zu schneiden.