Tool change
Tool change, how does it work inside GRBL-Plotter
Preparing the code for streaming:
The GCode tool change command is e.g. 'T1 M6' (T1 = tool nr.1 ; M6 = tool change).
Classic grbl can't handle "T" or "M6" command, so GRBL-Plotter will them comment out.
The uncomment or replaced code is not visible in the GUI.
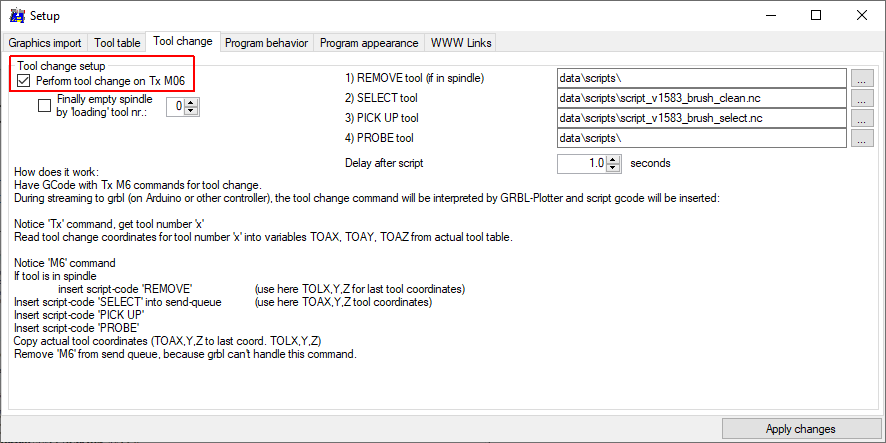
If automatic tool change is enabled [Setup - Tool change], GRBL-Plotter will insert the given GCode (assigned scripts in the setup).
The scripts usually contain movement commands to move the tool to or from the tool-park position. The positions can be defined in the tool table.
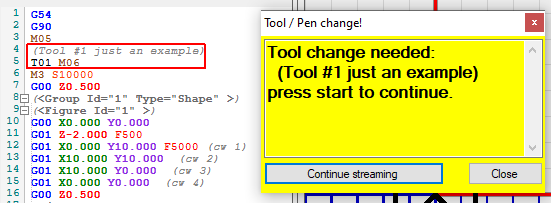
If automatic tool change is disabled, the tool change (e.g. "T1 M6") will be replaced by a "M0" command (program pause).
During streaming the code:
When a "M0" (program pause) command is to be sent, GRBL-Plotter doesn't send this command but pauses the streaming.
GRBL plotter saves the current grbl status and position, which will be restored if the user resumes the streaming.
If GRBL-Plotter finds a code line (also comment line) near the concerning "M0" command containing "tool" (or 'werkzeug', 'outil', 'utensil', 'erram', '具') , the manual tool change message will be shown.
Also specific code can be sent, when a "M0" command was processed [Setup - Program behavior - Flow control].
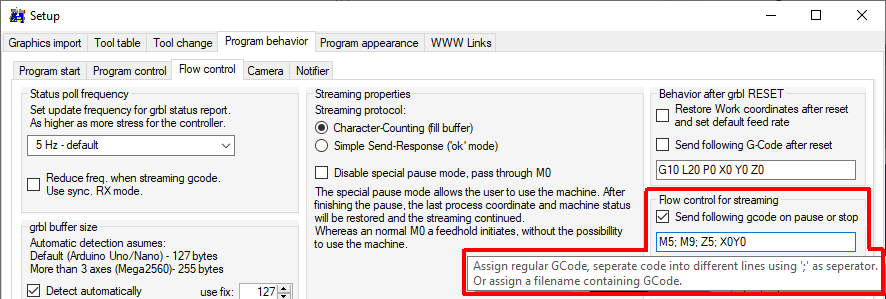 This is usefull to switch off the spindle and move to a specific position.
This is usefull to switch off the spindle and move to a specific position.
Note: also predefined positions are available and can be called up (G28; G30) check coordinate systems