Abtastung
G-Code Erzeugen: [Text] [Barcode] [Bild] [Einfache Formen] [Jog path] [Erweiterungen]
Werkstück: [Abtasten] [Höhenprofil]
Maschine: [Laser tools] [Koordinatensysteme] [DIY Control] [Kamera] [Prozessautomatisierung]
zurück zum [Menu]
Das Abtasten verwendet den Befehl G38.3, um den Kontakt des Werkzeugs mit dem Werkstück zu erkennen. Standardmäßig erkennt grbl einen Kontakt nach Masse an Pin A5, d.h. der Fräser / Abtastwerkzeug ist mit Masse verbunden (weil er vielleicht schon über die Spindel und Führungen mit Masse verbunden ist) und die Tastplatte ist mit Pin A5. verbunden.
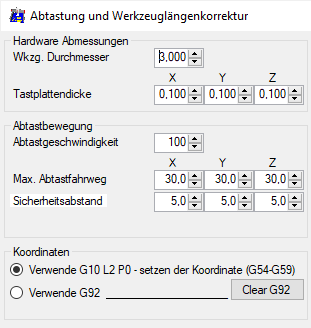
Die allgemeine Einstellungen sind:
- Werkzeug Durchmesser: Wird zur Berechnung von Offsets benötigt, wenn 'Werkzeugmitte auf Null setzen' aktiviert ist.
- Tastplattendicke: Dicke der Tastplatte oder des Aluminiumklebebandes, die zur Berechnung der Offsets benötigt wird. Wird ein elektrisch leitendes Werkstück verwendet, müssen diese Werte auf Null gesetzt werden.
- Abtastgeschwindigkeit: Geschwindigkeit des Tasters beim Anfahren an die Kante.
- Max. Abtastfahrweg: Entfernung zum Auffinden der Kante.
- Sicherheitsabstand: Abstand von der Kante bis zum endgültigen Anfahren - nach dem Zurücksetzen der Koordinaten. Muss höher als die Dicke der Berührungsplatte sein.
- Verwendung von G10 L2 P0: Setzt das aktuelle Koordinatensystem nach erfolgreichem Abtasten.
- Verwendung von G92: Setzt stattdessen den Offset des Koordinatensystems.
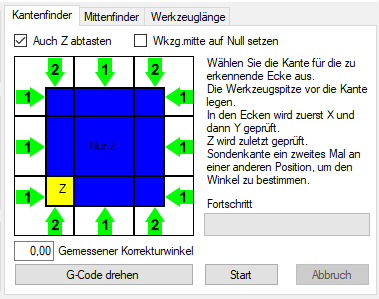
Kantenfinder
Mit dem Kantenfinder kann eine Kante in X, Y, X und Y und zusätzlich in Z gefunden und verwendet werden, um die Arbeitskoordinaten auf Null zu setzen.
Sollten mehr als eine Kante gefunden werden, ist die Reihenfolge wie in der Grafik ersichtlich: erst '1' dann '2', zuletzt Z.
Platziere die Werkzeugspitze vor dem Werkstück im gleichen Bereich, in dem die Pfeilspitze in der Grafik angezeigt wird.
Wird eine Kante zweimal (vertikal oder horizontal) gefunden, wird ein Winkel berechnet, mit dem der G-Code gedreht werden kann.
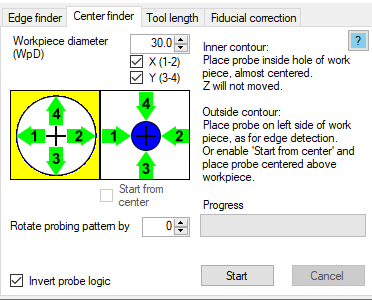
Mittenfinder
Mit dem Mitttenfinder kann der Mittelpunkt einer Bohrung oder runden Werkstücks gefunden werden.
Werkstückdurchmesser: Wird bei gewählter Außenkontur benötigt, um sich von Position 1 nach 2 nach 3 nach 4 weit genug über das Werkstück zu bewegen.
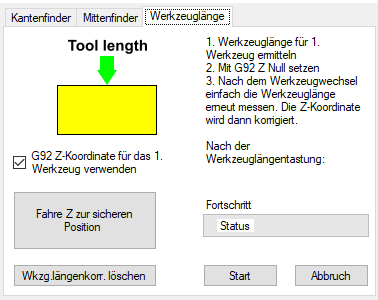
Werkzeuglänge
Die Werkzeuglängenkorrektur ist etwas kniffelig:
- 1. Messe die Werkzeuglänge des ersten Werkzeugs
- Anschließend die Z-Position über G92 nach Bedarf nullen
- Arbeite mit dem ersten Werkzeug
- Nach einem Werkzeugwechsel Werkzeuglänge des neuen Werkzeugs messen
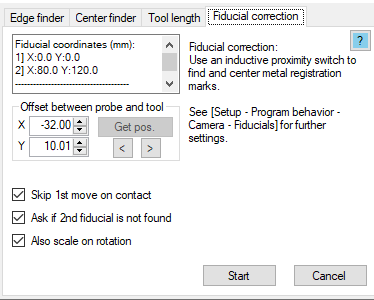
Fiducial correction
If a graphic with fiducials is imported, the fiducial coordinates are displayed in the text box.
In my application the real fiducials are metal coins/washers, which can be detected with an inductive proximity sensor.
Offset between probe and tool: set the tool-position relativ to the probe-position (set to 0;0). Use the 'Center finder' to set probe-pos = 0;0, then move the tool centric above the coin and press "Get pos." to take over the actual coordinates.
Skip 1st move on contact: if the probe is already triggered, the assumption is that the probe is already above the correct fiducial, the move to the 1st fiducial will be skipped.
Ask if 2nd fiducial is nor found: after moving to the 2nd fiducial it is expected that the probe is triggered. If not, the user gets a change to move the probe manually, via the joystick, to the correct position.
Note: not available if 'Fiducial correction' was started from 'Process automation'.
Also scale on rotation: when the 2nd fiducial is found, the information will be used to rotate the G-Code in the 2D-view but can also be used for scaling (stretching or compressing the G-Code).